








- Ultragarsinis ragas
- Ultragarsinis plastiko suvirinimo aparatas
- Ultragarsinis metalo suvirinimo aparatas
- Ultragarsinė siuvimo mašina
- Ultragarsinis pjovimo įtaisas
- Ultragarsinis homogenizatorius
- Ultragarsinis generatorius
- Ultragarsinis keitiklis
- Ultragarsinis taškinis suvirinimas, rankinis suvirinimas
- Ultragarsinė žarnų sandarinimo mašina
- Ultragarsinis patefonų aparatas
- Vandens išleidimo mašina
- Flanšas









01




Kaip suprojektuoti ultragarsinio suvirinimo formas (suvirinimo galvutes)
Svarbios dizaino detalės
Ultragarsinio suvirinimo forma (suvirinimo galvutė) yra energijos perdavimo pagrindas. Jos konstrukcija pagrįsta trimis pagrindiniais aspektais: akustiniu suderinimu, konstrukcijos pritaikymu ir medžiagų apdorojimu. Šie veiksniai tiesiogiai lemia suvirinimo kokybę ir įrangos stabilumą. Pagrindiniai punktai yra šie:
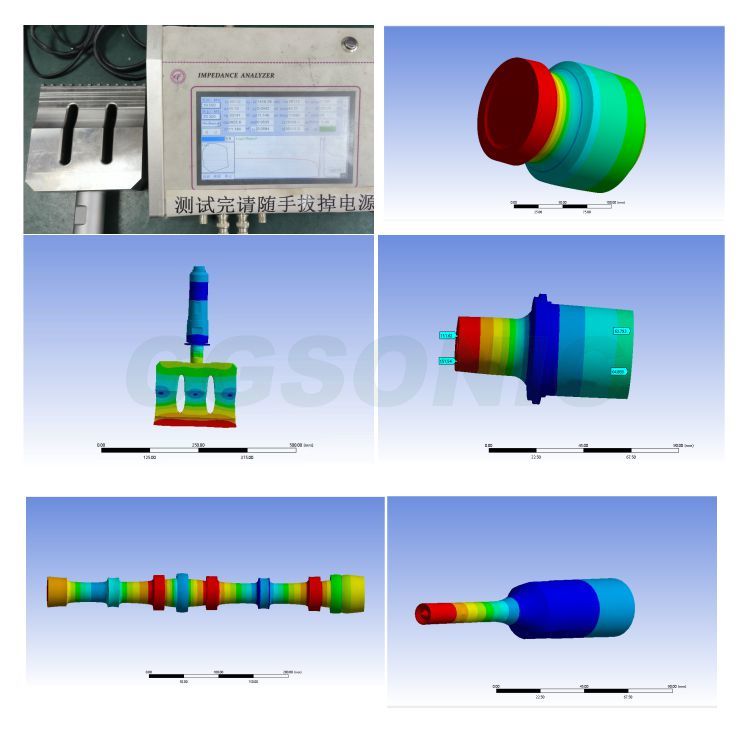
I. Akustinių charakteristikų atitikimas (pagrindinė sąlyga)
Suvirinimo galvutė turi veikti kaip rezonatorius ir būti tiksliai suderinta su įrangos dažniu, kad būtų išvengta energijos nuostolių ir įrangos pažeidimo. Vibracijos režimai optimizuojami akustiniu modeliavimu, siekiant užtikrinti tolygų amplitudės pasiskirstymą ir pašalinti įtempių koncentraciją. Amplitudė racionaliai nustatoma pagal suvirinimo medžiagos kietumą, tuo pačiu kontroliuojant amplitudės stiprinimo santykį, kad būtų subalansuotas suvirinimo efektyvumas ir formos tarnavimo laikas.
II. Suvirinimo paviršius ir bendras konstrukcinis projektavimas
Suvirinimo paviršiaus konstrukcija turi subalansuoti energijos koncentraciją ir gaminio apsaugą: turėtų būti pridėti energiją nukreipiantys raštai, kad energija būtų sutelkta ir suvirinimas paspartintas; turėtų būti naudojamos pozicionavimo ir patikimos konstrukcijos, kad gaminys nebūtų pasislinkęs ar išdėstytas atvirkščiai. Nevirinimo vietos turėtų būti išvalytos, nusklembti arba užapvalinti kraštai, kad gaminys nebūtų pažeistas ir forma nesutrūkinėtų. Bendras dizainas turi subalansuoti lengvumą ir standumą; nereikšmingos vietos gali būti ištuštintos, o ilgomis rankenomis pagamintos formos turėtų turėti sutvirtinimo briaunas, kad būtų išvengta deformacijos.
III. Medžiagų parinkimas ir apdorojimas
Medžiagos turi subalansuoti akustines savybes, stiprumą ir atsparumą dilimui: titano lydiniai tinka didelio tikslumo, didelių apimčių gamybai; aliuminio lydiniai pasižymi dideliu ekonomiškumu ir tinka mažos ir vidutinės apimties gamybai; įrankinis plienas naudojamas kietoms medžiagoms ir medžiagoms, kurių sudėtyje yra stiklo pluošto, suvirinti. Atsižvelgiant į medžiagos savybes, taikomas tinkamas terminis apdorojimas arba paviršiaus apdorojimas, siekiant pagerinti formos atsparumą dilimui ir tarnavimo laiką.
IV. Pagrindiniai prijungimo ir patvirtinimo punktai
Jungties paviršius su amplitudės transformatoriumi turi tiksliai atitikti, kad būtų užtikrintas koncentriškumas ir energijos perdavimo efektyvumas. Baigus projektą, atliekamas modeliavimas, bandomieji suvirinimo bandymai ir eksploataciniai bandymai, siekiant patikrinti, ar suvirinimo kokybė ir formos stabilumas atitinka standartus. Modulinė konstrukcija gali pagerinti gaminio pritaikomumą ir sumažinti sąnaudas.